





DN300 Шаровой клапан
Когда слышишь про DN300 шаровой клапан, первое что приходит в голову - обычная трубопроводная арматура, каких тысячи. Но на практике разница между условным китайским и немецким экземпляром оказывается принципиальной. Вот уже пять лет как мы работаем с продукцией ООО Сычуань Фэйцю (Группа), и могу сказать - их подход к производству шаровых кранов заслуживает отдельного разговора.
Конструктивные особенности DN300
Для диаметра 300 мм принцип 'шарик в корпусе' перестаёт быть элементарным. Толщина стенки корпуса должна учитывать не только рабочее давление, но и температурные деформации. В прошлом году на ТЭЦ-22 как раз был случай - поставили клапан с заниженной толщиной стенки, через полгода появилась течь по сварному шву. Пришлось экстренно менять всю ветку.
Особенно критично для таких диаметров - правильная обработка седла. Если для DN50 можно допустить некоторую шероховатость, то здесь малейшая неточность приводит к подтеканию. В ООО Сычуань Фэйцю используют полимерные седла собственной разработки - состав держат в секрете, но по факту выдерживают до 10000 циклов при давлении 40 бар.
Заметил интересную деталь - у них в конструкции предусмотрены дополнительные уплотнительные кольца по штоку. Казалось бы, мелочь, но именно они предотвращают протечки при длительной эксплуатации. На химическом производстве в Дзержинске такие клапаны работают уже третий год без замены уплотнений.
Монтажные нюансы
Частая ошибка - неправильная ориентация при установке. Для горизонтальных трубопроводов вал должен быть строго горизонтальным, иначе возникает неравномерный износ седла. Один подрядчик в Новосибирске умудрился установить 12 клапанов с отклонением 15 градусов - через полгода пришлось менять половину.
С фланцевыми соединениями тоже есть тонкости. Российские стандарты предусматривают разные исполнения уплотнительных поверхностей, и для DN300 важно соответствие не только по диаметру, но и по типу поверхности. Как-то пришлось переделывать соединения на нефтепроводе - фланцы были с шипом, а ответные части с пазом.
Сварные соединения требуют предварительного прогрева. Для корпусов из углеродистой стали минимальная температура подогрева - 200°C. Помню случай на строительстве котельной - проигнорировали это требование, в результате появились трещины в зоне термического влияния.
Проблемы эксплуатации
Главный враг шаровых клапанов - гидроудары. Особенно в системах с насосами большой производительности. Рекомендую всегда ставить байпасные линии или хотя бы регулируемую арматуру на подводящих участках. На водоканале в Красноярске после серии аварий пришлось пересматривать всю схему включения насосных агрегатов.
Температурные расширения - отдельная тема. Для паропроводов с температурой свыше 200°C нужно предусматривать компенсаторы перед клапаном. Иначе возникают дополнительные нагрузки на корпус. В прошлом году на ЦБК видел деформацию корпуса именно по этой причине.
Обслуживание часто сводится только к замене уплотнений, но я рекомендую раз в два года делать полную ревизию - проверять состояние шара, седла, штока. Для DN300 шарового клапана лучше иметь запасные части на складе - их изготовление по индивидуальному заказу может занять до трёх месяцев.
Сравнение с аналогами
Если брать европейских производителей, то их клапаны часто перегружены дополнительными функциями. Например, системы блокировки или позиционирования - полезно, но удорожает конструкцию в 2-3 раза. Для большинства российских предприятий это избыточно.
Китайские аналоги бывают разные. Из опыта - продукция ООО Сычуань Фэйцю выгодно отличается продуманной конструкцией. Особенно в части ремонтопригодности - можно заменить отдельные компоненты без демонтажа всего узла. На газораспредетельной станции под Омском такие клапаны обслуживаются без остановки транспорта.
Интересно, что по документам характеристики часто совпадают, но по факту срок службы отличается. Связываю это с качеством исходных материалов - у китайских производителей контроль стали стал значительно строже в последние годы.
Рекомендации по выбору
Первое - обращайте внимание на маркировку давления. Для DN300 лучше брать с запасом минимум на один класс давления. Если рабочее 16 бар - выбирайте исполнение на 25 бар. Разница в цене незначительная, а запас прочности существенный.
Материал уплотнений должен соответствовать среде. Для воды подойдут EPDM, для нефтепродуктов - NBR, для агрессивных сред лучше PTFE. В спецификациях ООО Сычуань Фэйцю всегда указывают несколько вариантов исполнения по материалу уплотнений.
Привод - отдельный вопрос. Для диаметра 300 мм ручное управление ещё возможно, но уже затруднительно. Рекомендую электрические или пневматические приводы. Только проверяйте соответствие крутящего момента - для DN300 требуется не менее 600 Нм.
И последнее - не экономьте на монтаже. Лучше потратить лишний день на качественную установку, чем потом устранять последствия. Как показывает практика, 80% проблем с шаровыми клапанами связаны именно с ошибками монтажа, а не с дефектами изготовления.
Соответствующая продукция
Соответствующая продукция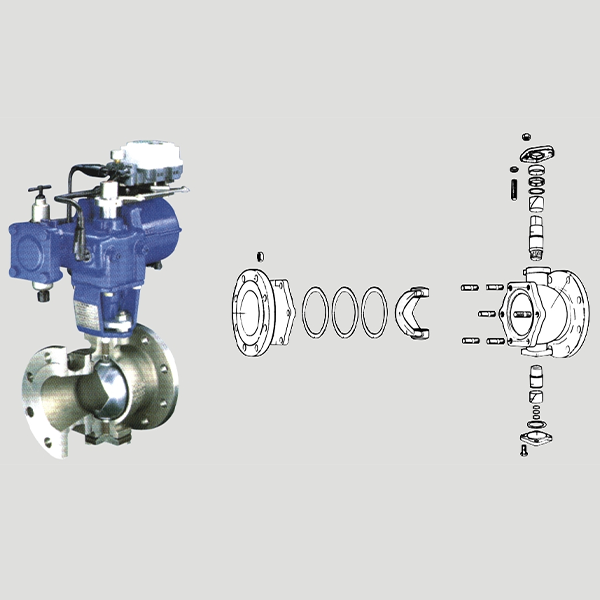






Самые продаваемые продукты
Самые продаваемые продукты-
 Шаровой кран с металлическим уплотнением
Шаровой кран с металлическим уплотнением -
 Шаровой кран общего назначения
Шаровой кран общего назначения -
 Эксцентриковый шаровой кран
Эксцентриковый шаровой кран -
 Криогенный шаровой кран
Криогенный шаровой кран -
 Дроссельный запорный клапан выпускной клапан
Дроссельный запорный клапан выпускной клапан -
 Дроссельный клапан
Дроссельный клапан -
 Плоский затвор
Плоский затвор -
 Запорный клапан
Запорный клапан -
 Шаровой кран
Шаровой кран -
 Кислородный шаровой кран
Кислородный шаровой кран -
 Шаровой кран с рубашкой и изоляцией
Шаровой кран с рубашкой и изоляцией -
 Четырехходовой шаровой кран
Четырехходовой шаровой кран
Связанный поиск
Связанный поиск- OEM плоский шиберный клапан
- Шаровой клапан dn15 основная страна покупателя
- Эксцентриковый шаровой клапан поставщики
- Шар шарового клапана поставщик
- Знаменитый латунный шаровой кран
- OEMDN1000 прозрачный трубный клапан
- Шаровой клапан dn50 поставщики
- Ведущий дроссельный клапан
- Дренажный шаровой клапан производитель
- Купить осевой обратный клапан DN100