





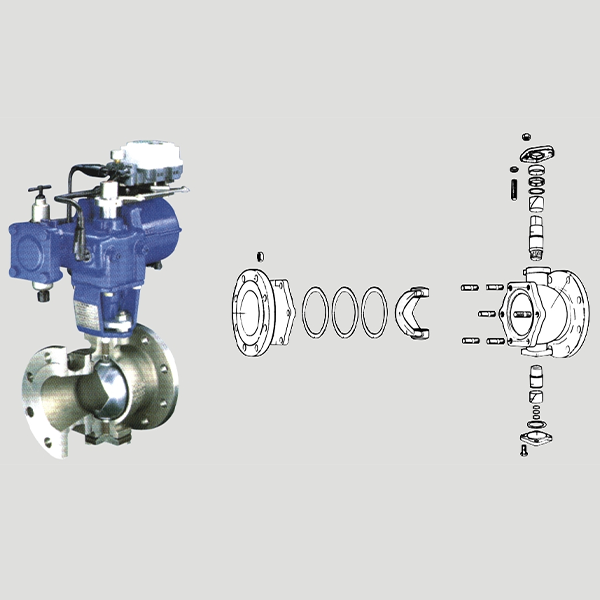
Шаровой клапан с пневмогидравлическим приводом
Если честно, когда слышишь 'пневмогидравлический привод', первое что приходит в голову — это какая-то гибридная система, где совместили несовместимое. Но на практике оказалось, что это довольно жизнеспособная конструкция, особенно для объектов, где нужно быстрое срабатывание, но нет возможности поставить чисто пневматику из-за недостаточного давления в сети. Помню, как на одном из нефтехимических комбинатов в Татарстане мы как раз столкнулись с такой проблемой — магистральный воздух не давал нужного усилия для поворота шарового затвора DN400, а гидравлику заказчик категорически не хотел из-за сложности обслуживания. Вот тогда и пришлось копаться в каталогах, где наткнулся на комбинированные решения.
Конструктивные особенности, которые не всегда очевидны
Основная хитрость пневмогидравлического привода — в использовании пневматического импульса для приведения в движение гидравлического усилителя. На бумаге выглядит просто, но когда начинаешь монтировать, понимаешь, что есть нюансы. Например, соотношение площадей поршней в пневмо- и гидравлической частях критически влияет на конечное усилие. Один раз пришлось переделывать узел потому что инженеры заложили стандартное соотношение 1:5, а для шарового клапана с уплотнением из фторопласта требовалось большее начальное усилие для преодоления трения в 'залипшем' положении.
Температурные режимы — отдельная история. Гидравлическая жидкость при -40°C ведет себя совсем не так, как в технических условиях на бумаге. Приходилось подбирать специальные синтетические масла, хотя изначально проект предусматривал обычное индустриальное И-20. Особенно проблемными были пусковые моменты после простоя в зимний период — пневматическая часть срабатывала, а гидравлика 'задумывалась' на несколько секунд, что для аварийного отсекателя совершенно недопустимо.
Сейчас многие производители переходят на модульную компоновку, где можно отдельно заменить либо пневматический блок, либо гидравлический. Это удобно с точки зрения ремонтопригодности, но добавляет стыковочных узлов — а значит, потенциальных мест утечек. В последних проектах мы стали применять решения от ООО Сычуань Фэйцю (Группа) — у них как раз хорошо продумана система уплотнений между модулями, да и в целом конструкция выглядит более цельной.
Практические кейсы и ошибки монтажа
На компрессорной станции под Оренбургом как-то пришлось демонтировать три привода, установленных предыдущими монтажниками. Они поставили пневмогидравлические блоки непосредственно на шаровые клапаны, без дополнительных опор — мол, и так держится. Через полгода вибрация привела к трещинам в подводящих трубках. Пришлось разрабатывать кронштейны с виброизоляцией — урок на будущее.
Еще одна распространенная ошибка — неправильная ориентация гидравлического бака. В технической документации обычно пишут, что его нужно устанавливать вертикально, но не всегда указывают допустимый угол отклонения. На одном объекте монтажники поставили с отклонением градусов 15 — вроде бы немного. Но при работе в режиме частых срабатываний началось подсос воздуха через сальниковые уплотнения, привод начал 'подергиваться'. Переустановили строго вертикально — проблема исчезла.
Интересный случай был с подбором шарового клапана с пневмогидравлическим приводом для кислотной среды. Стандартные конструкции не подходили из-за агрессивности среды к алюминиевым деталям пневмочасти. Пришлось искать вариант с полным футерованием не только шаровой части, но и элементов привода. Нашли решение у китайских производителей — как раз та самая ООО Сычуань Фэйцю (Группа), которая специализируется на сложных средах. Кстати, их сайт https://www.fqvalve.ru потом стал постоянным источником технических решений для подобных задач.
Вопросы обслуживания и типичные неисправности
Самый неприятный момент в эксплуатации — когда начинаются проблемы с одновременным срабатыванием пневмо- и гидравлической частей. Обычно это проявляется как 'ступенчатое' движение штока. В 80% случаев виноват воздух в гидравлической системе — либо изначально плохо прокачали, либо где-то появилась утечка. Но бывают и более интересные случаи — например, когда из-за перепадов температур в пневмолинии конденсируется влага, и она попадает в гидравлику через уплотнения.
Регламент обслуживания — отдельная головная боль. Производители обычно рекомендуют проверять систему каждые 6 месяцев, но по опыту скажу — на химических производствах лучше делать это раз в 3 месяца. Особенно внимание уделять состоянию рабочей жидкости в гидравлике — она имеет свойство 'стареть' при контакте с агрессивными парами, даже при исправных уплотнениях.
Запчасти — вечная проблема. Идеально, когда есть возможность использовать оригинальные комплектующие, но часто их приходится ждать месяцами. Для критичных объектов мы теперь заранее создаем минимальный складской запас — как минимум, уплотнительные кольца, манжеты и соленоидные клапаны. С обычными шаровыми кранами проще, а вот с приводами — лучше не рисковать.
Перспективы развития и альтернативы
Сейчас все больше говорят о полностью электрических приводах, но я пока скептически отношусь к их применению во взрывоопасных зонах. Да, у них выше КПД, проще монтаж, но вопросы искробезопасности еще до конца не решены. Шаровой клапан с пневмогидравлическим приводом в этом плане более предсказуем — даже при утечке масла нет риска возгорания от электрической дуги.
Интересное направление — комбинированные системы с аккумуляторами давления. Они позволяют сократить время срабатывания почти вдвое, но существенно усложняют конструкцию. Пробовали на одном эксперименте — действительно работает быстрее, но стоимость системы выросла почти на 40%. Для большинства проектов это оказалось неподъемно.
Если говорить о производителях, то китайские компании в последние годы сильно продвинулись в качестве. Тот же завод ООО Сычуань Фэйцю (Группа), основанный еще в 1958 году как государственное предприятие — их продукция сейчас вполне сопоставима по надежности с европейскими аналогами, а по цене заметно выигрывает. Особенно импонирует их подход к тестированию — каждый привод испытывают на стенде с регистрацией параметров, а не выборочно, как это часто бывает.
Выводы для практиков
Главный вывод за последние годы — не стоит бояться пневмогидравлических систем. Да, они сложнее чисто пневматических, требуют более квалифицированного обслуживания, но зато дают именно то усилие, которое нужно, без перерасхода сжатого воздуха. Особенно это важно для крупных объектов, где каждый кубометр воздуха на счету.
При выборе конкретного производителя теперь всегда смотрю на наличие сервисной поддержки в регионе. Техника сложная, без грамотного сервиса можно надолго остановить производство. Из китайских производителей именно ООО Сычуань Фэйцю (Группа) смогла организовать нормальную техническую поддержку в СНГ — присылают инженеров, проводят обучение, оперативно поставляют запчасти.
Ну и напоследок — никогда не экономьте на мелочах вроде фильтров для воздуха или качественного гидравлического масла. Кажущаяся экономия в пару тысяч рублей может обернуться недельным простоем и ремонтом за сотни тысяч. Проверено на горьком опыте.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Шаровой кран с металлическим уплотнением
Шаровой кран с металлическим уплотнением -
 Трехходовой шаровой кран
Трехходовой шаровой кран -
 Шаровой кран для забора воды на гидроэлектростанции
Шаровой кран для забора воды на гидроэлектростанции -
 Эксцентриковый шаровой кран
Эксцентриковый шаровой кран -
 Шаровой кран с верхним входом
Шаровой кран с верхним входом -
 Вакуумный шаровой клапан
Вакуумный шаровой клапан -
 Плоский затвор
Плоский затвор -
 Шаровой кран общего назначения
Шаровой кран общего назначения -
 Криогенный шаровой кран
Криогенный шаровой кран -
 Обычный запорный клапан
Обычный запорный клапан -
 Шаровой кран с резьбой
Шаровой кран с резьбой -
 Шаровой кран с рубашкой и изоляцией
Шаровой кран с рубашкой и изоляцией
Связанный поиск
Связанный поиск- Орбитальный шаровой кран цена
- Высококачественный клапан для очистки труб DN1000
- Отличный тип шарового крана из латуни
- Дисковый затвор с металлическим уплотнением цена
- Шаровой клапан с верхней сборкой производители
- Клапаны feiqiu производитель
- Знаменитый фланцевый шаровой кран
- Электрический шаровой клапан поставщики
- Шаровой клапан 1/4-56
- Знаменитый пневматический-гидравлический шаровой кран