





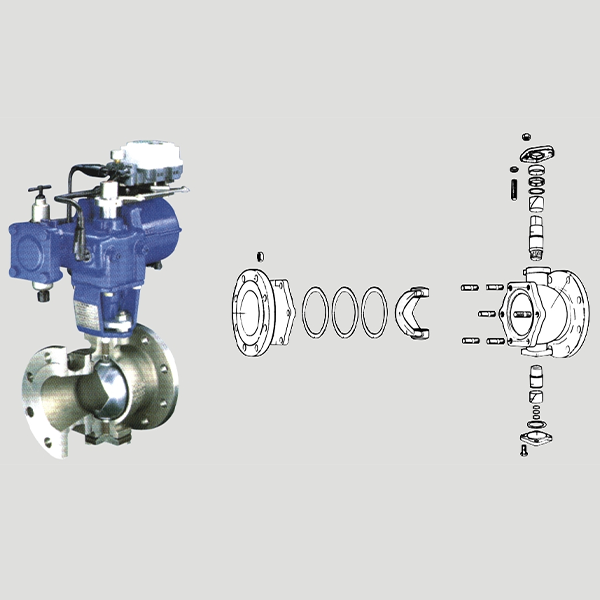
Шаровой клапан из литой стали производитель
Когда ищешь шаровой клапан из литой стали производитель, часто сталкиваешься с тем, что многие путают литьё с обычной штамповкой. На деле разница в ресурсе работы клапана при высоких давлениях достигает 30-40%. Помню, как на одном из нефтехимических объектов под Астраханью пришлось экстренно менять партию якобы 'литых' клапанов — оказалось, производитель сэкономил на термообработке.
Технологические нюансы литья
Спектрографический анализ стали WCB — это не просто формальность. На нашем производстве в ООО Сычуань Фэйцю (Группа) до сих пор сохранились образцы сплавов 70-х годов, по которым сверяем текущие плавки. Интересно, что при переходе на автоматизированную систему контроля в 2015 году выявили отклонение по содержанию молибдена в партии для Арктик СПГ — пришлось переплавлять 12 тонн заготовок.
Литьё в песчано-глинистые формы против оболочковых форм... Вроде бы вторые дают лучшую чистоту поверхности, но для ответственных узлов иногда сознательно идём на первый вариант — при правильной вытопке получается более однородная структура металла. Хотя коллеги из цеха №4 до сих пор спорят на эту тему во время обеденных перерывов.
Термообработка — вот где кроется 80% проблем начинающих производителей. Как-то раз принимали клапаны от субподрядчика, так у них отпуск сделали при 550°C вместо положенных 650°C. Результат — микротрещины на штоках после полугода эксплуатации. Пришлось объяснять заказчику, почему мы настаиваем на собственном производстве критичных деталей.
Конструкторские решения
Плавающий шар против шаров в опорах — эта дискуссия никогда не закончится. Для DN300 и выше определённо нужны опорные подшипники, но вот в диапазоне DN50-DN150 иногда выгоднее делать плавающую конструкцию, особенно для химических сред с абразивами. На сайте fqvalve.ru есть технические отчёты по тестам разных конфигураций.
Уплотнительные материалы — отдельная головная боль. PTFE стандартный выдерживает до 200°C, но для паровых систем приходится использовать графитовые набивки. Помню, как в 2018 переделывали оснастку для сальниковых камер под увеличенное количество колец графита — пришлось пересчитывать все усилия на приводы.
Антистатическая конструкция — многие забывают, что пружина должна контактировать не только с шаром, но и с штоком. Были случаи, когда на объектах Роснефти отказывались от импортных клапанов именно из-за несоответствия российским стандартам по электростатической безопасности.
Контроль качества на практике
Ультразвуковой контроль свариваемых патрубков — делаем выборочно, но для атомной энергетики 100%. Как-то пришлось забраковать целую партию из-за несплошностей в зоне термического влияния. Потеряли две недели, но зато избежали возможной аварии.
Испытания на герметичность — здесь часто экономят, проверяя только водой. Но для газовых сред обязательно тестировать инертным газом с детектором течей. На нашем предприятии с 1958 года сохранились журналы испытаний, где рукой мастеров записаны результаты проверок для объектов трёхлинейного строительства.
Контроль твердости по Бринеллю — кажется простой операцией, но если пресс не откалиброван вовремя, получаешь расхождения до 15-20 HB. Раз в квартал обязательно сверяем все измерительные приборы, хотя это и удорожает процесс.
Опыт адаптации продукции
Для северных регионов пришлось полностью пересмотреть систему уплотнений — стандартные материалы становились хрупкими уже при -45°C. Разрабатывали специальную рецептуру силиконовых уплотнителей, которые сохраняли эластичность при -60°C. Теперь эти наработки используем во всех арктических исполнениях.
Коррозионные испытания в морской воде показали интересную особенность — даже при использовании нержавеющей стали 316L в зазорах скапливались хлориды. Пришлось разрабатывать специальную геометрию уплотнений, минимизирующую застойные зоны. Этот опыт теперь применяем для оффшорных платформ.
Модификации для химической промышленности — здесь главным оказался не материал, а чистота поверхности. Полировка до Ra 0.8 микрон значительно снижает адгезию полимеров. Хотя такая обработка увеличивает стоимость на 25-30%, для производства полипропилена это необходимость.
Перспективы развития производства
Цифровое моделирование литья постепенно вытесняет эмпирические методы. Но до сих пор в сложных случаях совмещаем CFD-расчёты с практическими наработками старых мастеров. Интересно, что прогноз усадочных раковин по старым таблицам иногда точнее компьютерного моделирования.
Аддитивные технологии для литейных моделей — пробовали печатать песчаные формы на 3D-принтере. Пока дорого для серии, но для прототипов незаменимо. Особенно для клапанов сложной конфигурации с внутренними полостями.
Автоматизация механической обработки — здесь ООО Сычуань Фэйцю (Группа) как ключевое предприятие отрасли внедряет роботизированные комплексы. Хотя финальную приемку все равно проводит человек — никакой датчик не заменит опытного взгляда контролёра.
Работа с заказчиком
Технические консультации — часто заказчики просят 'как у всех', но после детального обсуждения условий работы меняют требования. Как-то для ТЭЦ убедили использовать полнопроходные исполнения вместо стандартных — снизили гидравлические потери на 18%.
Шеф-монтаж — обязательно отправляем специалистов на ответственные объекты. Помогаем не только с монтажом, но и с обучением местного персонала. Особенно важно для региональных эксплуатационных служб, которые ранее не сталкивались с литыми стальными клапанами.
Постпродажное обслуживание — ведём базу данных по каждому отгруженному изделию. Это позволяет прогнозировать ресурс и заранее предлагать замену. Для некоторых объектов Урала клапаны работают уже более 30 лет — периодически запрашиваем данные об их состоянии.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Шаровой кран общего назначения
Шаровой кран общего назначения -
 Плоский затвор
Плоский затвор -
 Шаровой кран для забора воды на гидроэлектростанции
Шаровой кран для забора воды на гидроэлектростанции -
 Дроссельный клапан
Дроссельный клапан -
 Вакуумный шаровой клапан
Вакуумный шаровой клапан -
 Полностью сварной шаровой кран
Полностью сварной шаровой кран -
 Шаровой кран с рубашкой и изоляцией
Шаровой кран с рубашкой и изоляцией -
 Запорный клапан
Запорный клапан -
 Регулирующий шаровой кран V-типа
Регулирующий шаровой кран V-типа -
 Шаровой кран
Шаровой кран -
 Шаровой кран для забора воды на гидроэлектростанции
Шаровой кран для забора воды на гидроэлектростанции -
 Шаровой кран с верхним входом
Шаровой кран с верхним входом
Связанный поиск
Связанный поиск- Задвижка для природного газа основная страна покупателя
- Шаровой кран или шаровой клапан
- Дренажный клапан Китая
- Купить осевой поток обратный клапан
- Дисковый затвор низкого давления поставщик
- Клеточный шламовый клапан поставщик
- Дешевые литой стальной шаровой кран
- Шаровой клапан для воды цена
- Оптовые шаровые краны для воды
- Дешевые задвижки