





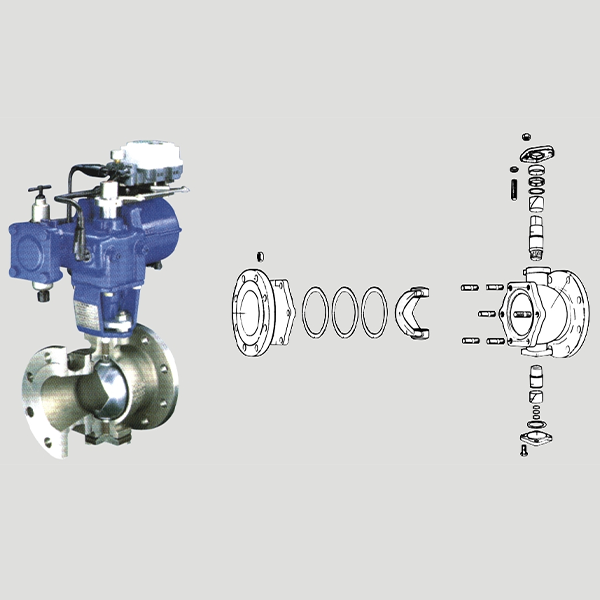
Дисковый затвор под приварку
Если честно, до сих пор встречаю проектантов, которые путают дисковый затвор под приварку с фланцевыми аналогами — мол, 'какая разница, лишь бы диск поворачивался'. Разница, между прочим, начинается уже на стадии монтажа: пока фланцевые задвижки требуют прокладок и болтовых соединений, наш герой приваривается напрямую. И вот здесь-то всплывают все тонкости, о которых в каталогах пишут мелким шрифтом.
Конструктивные нюансы, которые не всегда очевидны
Сварные модификации часто воспринимают как упрощённые версии фланцевых — дескать, убрали фланцы, и готово. На деле же толщина корпуса должна быть рассчитана с учётом сварочных напряжений, а материал седла — выдерживать температурные деформации шва. Помню, на ТЭЦ-23 в Новосибирске пришлось демонтировать три затвора из-за того, что производитель сэкономил на термообработке корпуса — после обварки появились микротрещины.
Особенно критичен выбор уплотнений для дисковый затвор под приварку в химводоподготовке. EPDM — классика, но для паровых линий лучше смотреть в сторону графитовых композиций. Кстати, у ООО Сычуань Фэйцю (Группа) в каталоге есть серия с металлографическими седлами — как раз для агрессивных сред.
Шпиндель — отдельная история. В сварных исполнениях его часто делают короче, чем во фланцевых, чтобы минимизировать рычаг нагрузки. Но некоторые поставщики забывают усилить место контакта с диском — результат: закусывание при температурных скачках.
Монтажные ловушки и как их обходить
Самая частая ошибка монтажников — попытка варить 'как обычно'. Для дисковый затвор под приварку нужен строгий контроль температуры в зоне шва. Превысили — деформировали седло, недогрели — получили непроницаемое соединение. На объекте 'Восточный Порт' мы вообще вели журнал теплового режима для каждого затвора.
Защита от брызг металла — кажется мелочью, но именно из-за неё чаще всего выходят из строя уплотнения штока. Лучше использовать термостойкие кожухи, хотя многие по старинке обматывают фольгой — работает, но риски есть.
А выравнивание перед прихваткой! Видел случаи, когда затворы ставили с перекосом в 2-3 градуса — вроде немного, но через полгода эксплуатации диск начинал 'гулять' с повышенным износом. Теперь всегда требую использовать угломеры даже для DN150.
Реальные кейсы с производственным подтекстом
На азотной станции в Дзержинске ставили дисковый затвор под приварку от ООО Сычуань Фэйцю (Группа) — модель D343H с хромомолибденовым покрытием. Среда — аммиачная смесь с температурными скачками до 200°C. Через два года плановый осмотр показал износ седла не более 0.3 мм — для таких условий это отличный показатель.
А вот на теплотрассе в Якутске был неприятный опыт с другим производителем: заявленный температурный диапазон -60...+300°C, но при -52°C уплотнение штока потрескалось. Позже выяснилось, что использовали морозостойкий EPDM, но без добавления пластификаторов — классическая экономия на мелочах.
Кстати, про ООО Сычуань Фэйцю (Группа) — их завод с 1958 года действительно специализируется на клапанной арматуре для сложных условий. В спецификациях честно указывают предельные параметры, без 'оптимистичных' допусков.
Технологические компромиссы и их последствия
Литые vs сварные корпуса — вечный спор. Для дисковый затвор под приварку сварная конструкция часто дешевле, но требует более тщательного контроля швов. Зато позволяет делать нестандартные исполнения — например, для труб с утончённой стенкой.
Седло с наплавлением стеллита — казалось бы, вечное решение. Но если среда содержит абразивные частицы, твёрдый сплав может выкрошиться. Иногда проще ставить мягкое седло с заменой по регламенту.
Сейчас многие переходят на полнопроходные исполнения — меньше гидросопротивление, но сложнее обеспечить герметичность в затворённом положении. Особенно для газовых сред высокого давления.
Что чаще всего упускают при подборе
Скорость потока! Для дисковый затвор под приварку превышение 5 м/с в паропроводах приводит к кавитационному износу даже у самых стойких сплавов. Один раз видел, как за полгода диск превратился в 'решето' на линии сжатого воздуха.
Температурные циклы — производители дают параметры для стационарных режимов, но при частых термоциклах усталостные напряжения концентрируются в зоне сварного шва. Для таких случаев стоит брать исполнения с усиленным горловым узлом.
И главное — доступ для обслуживания. Как ни странно, часто про это забывают: приварили затвор вплотную к колену, а потом не подобраться ни к штоку, ни к уплотнениям. Приходится вырезать секцию — экономия на этапе монтажа оборачивается тысячами на ремонте.
Выводы, которые не пишут в инструкциях
За 15 лет работы убедился: дисковый затвор под приварку — не 'простая железка', а точный инструмент. Его выбор — это всегда баланс между стоимостью, долговечностью и ремонтопригодностью. Китайские производители вроде ООО Сычуань Фэйцю (Группа) давно научились делать качественные изделия, но важно смотреть не на бренд, а на конкретные исполнения и материалы.
Самый надёжный способ проверить — запросить тестовые протоколы по конкретной партии. Особенно гидроиспытания и химсостав сплавов. Помните: хороший затвор не должен требовать внимания между плановыми обслуживаниями — если постоянно что-то подтягиваете или подмазываете, значит, изначально подобрали не то.
И да — никогда не экономьте на монтаже. Лучший затвор можно испортить кривыми руками и 'ускоренными' технологиями сварки.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Шаровой кран с верхним входом
Шаровой кран с верхним входом -
 Четырехходовой шаровой кран
Четырехходовой шаровой кран -
 Криогенный шаровой кран
Криогенный шаровой кран -
 Дроссельный запорный клапан выпускной клапан
Дроссельный запорный клапан выпускной клапан -
 Шаровой кран
Шаровой кран -
 Полностью сварной шаровой кран
Полностью сварной шаровой кран -
 Кислородный шаровой кран
Кислородный шаровой кран -
 Регулирующий шаровой кран V-типа
Регулирующий шаровой кран V-типа -
 Криогенный шаровой кран
Криогенный шаровой кран -
 Шаровой кран общего назначения
Шаровой кран общего назначения -
 Четырехходовой шаровой кран
Четырехходовой шаровой кран -
 Шаровой кран с резьбой
Шаровой кран с резьбой
Связанный поиск
Связанный поиск- Знаменитые орбитальные шаровые краны
- Клиновая задвижка производители
- Плоская задвижка основная страна покупателя
- Оптовые шаровые клапаны
- Отличный дренажный шаровой кран
- Дешевые DN600 трубы очистки клапан
- Купить фланцевые шаровые краны серии
- Шаровой клапан с удлиненным штоком производитель
- Высококачественные клапаны
- V - образный шаровой клапан поставщик